自作CNCのレーザー加工スピードはどこまで上げられるか?
こんにちは!「VBA-Py Lab」のニンジンです。🥕
前回(第8回)では、ついに自作CNCに1064nm赤外線レーザーモジュールを搭載し、アルミ板(A1100・黒色塗装)への初刻印に成功しました。
しかし、素材テストの結果から実用スピードは500mm/minが上限という大きな課題が残ることに。調べてみると、市販のレーザー刻印機の標準的な加工スピードは1,000〜6,000 mm/minとのこと。
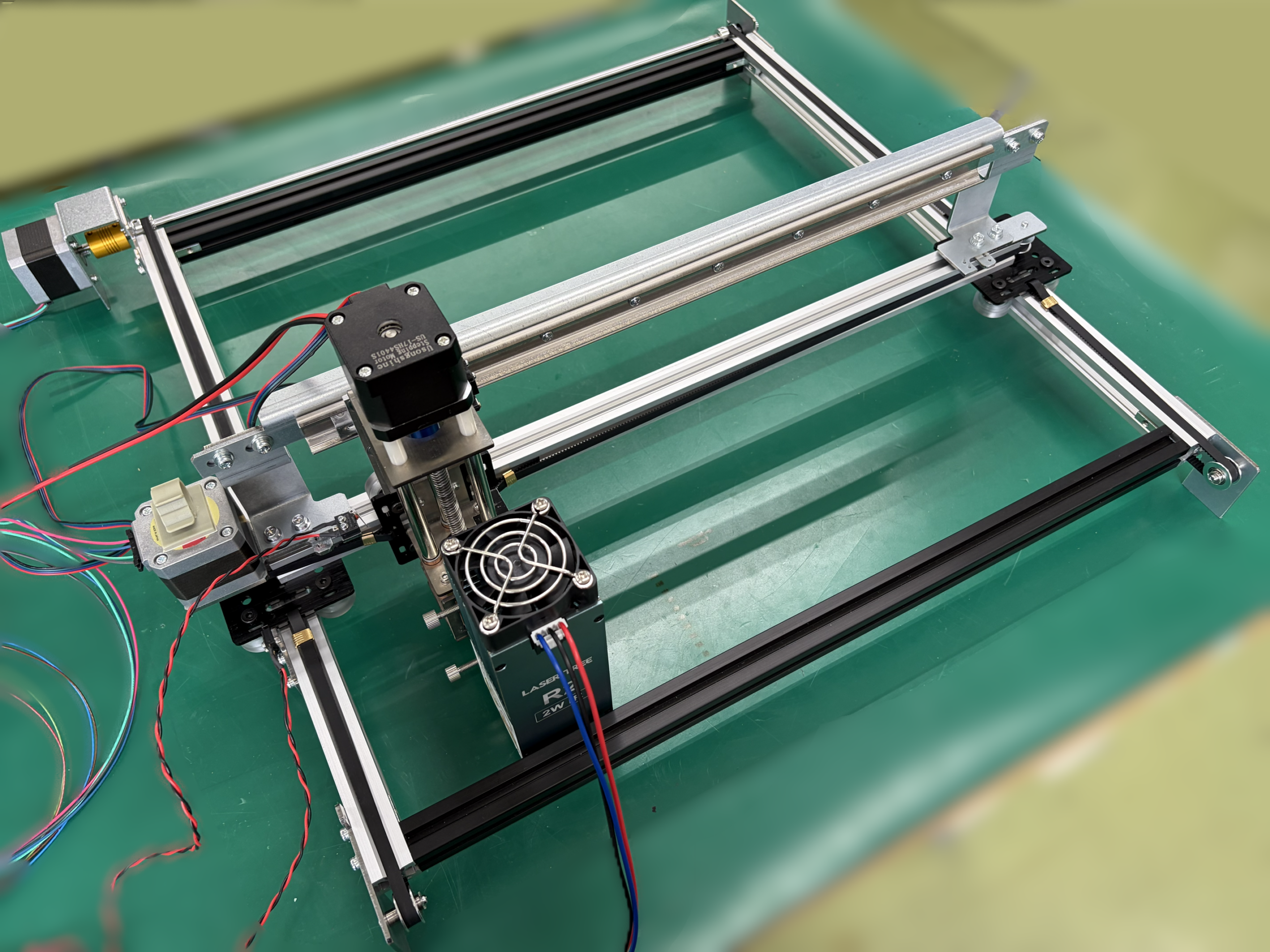
「自作機だから」と諦めるには、あまりにも遅すぎます(市販の1/10以下!)。原因を深く分析した結果、左右方向(X軸)の「フレームのたわみ・ブレ」が最大のボトルネックだと判断しました。そこで今回は、アルミフレームの剛性強化に挑みます!
- 剛性強化前後のレーザー加工スピードの変化(実測データ比較)
- 特注板金+リニアガイドレールによるフレーム補強の具体的手順
- A1100・SUS304・SGCCへの素材テスト結果と実用パラメータ
- Arduino Uno R3 + GRBL + A4988 構成における物理的な性能限界
剛性強化前の素材テスト結果|実用限界は500mm/minと判明
まずは、フレームに手を加える前の「現状のスペック」をデータとして正確に記録しておきます。
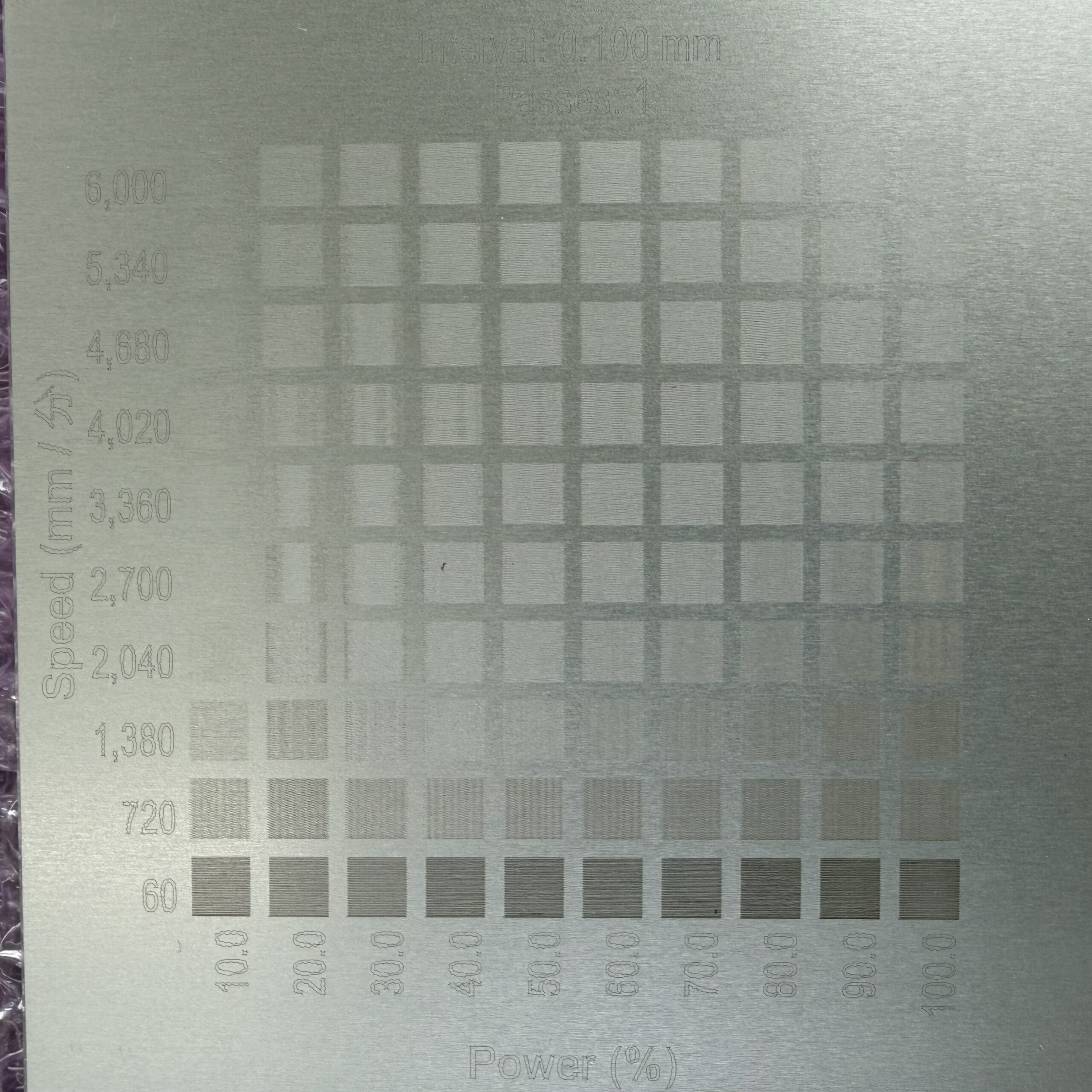
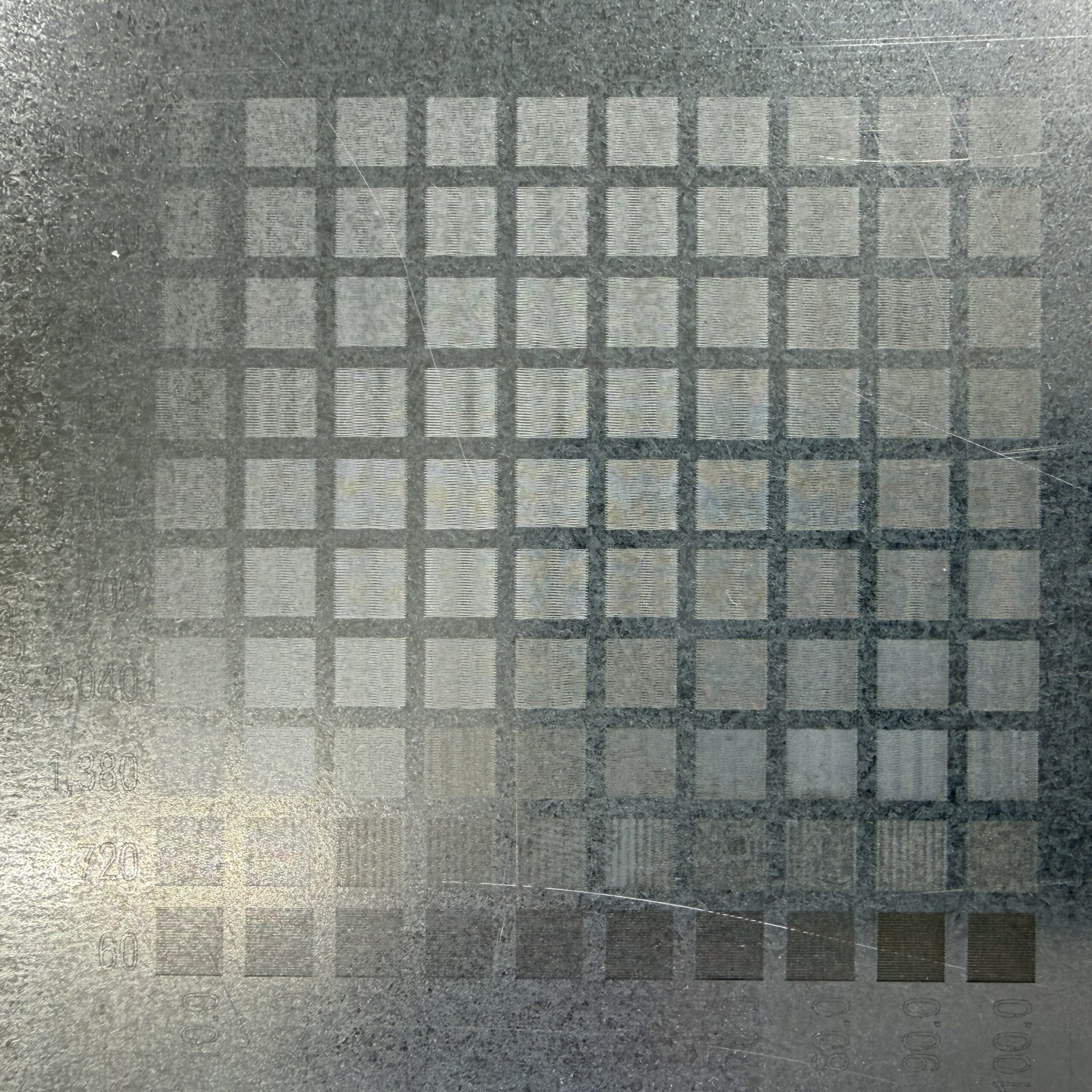
A1100(シルバーアルマイト)テスト結果
素材
A1100(シルバーアルマイト)
速度(Speed)
60 〜 1,000 mm/min
出力(Power)
10 〜 100 %
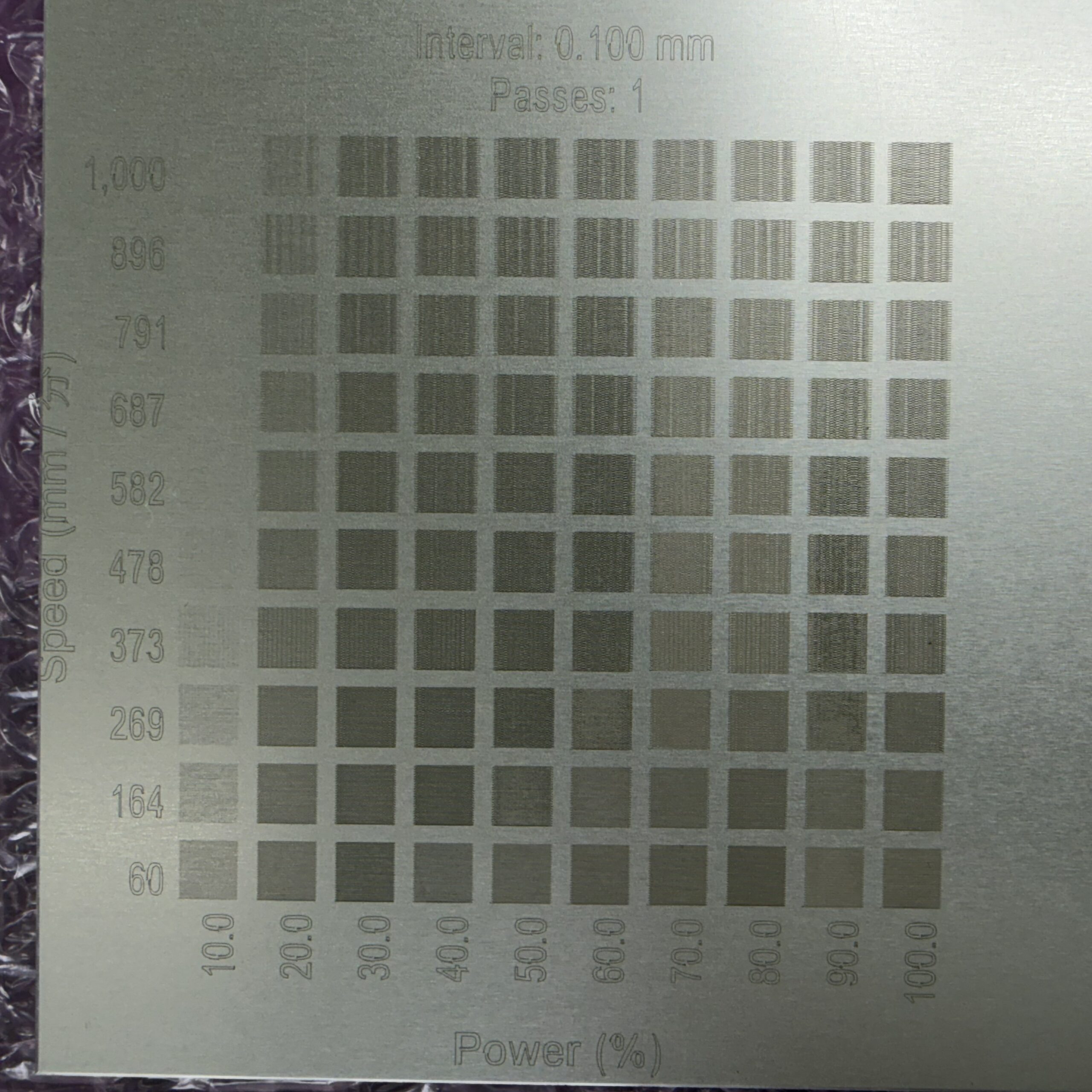 ▲ A1100(シルバーアルマイト)への素材テスト結果。Speed × Power マトリックス。
▲ A1100(シルバーアルマイト)への素材テスト結果。Speed × Power マトリックス。
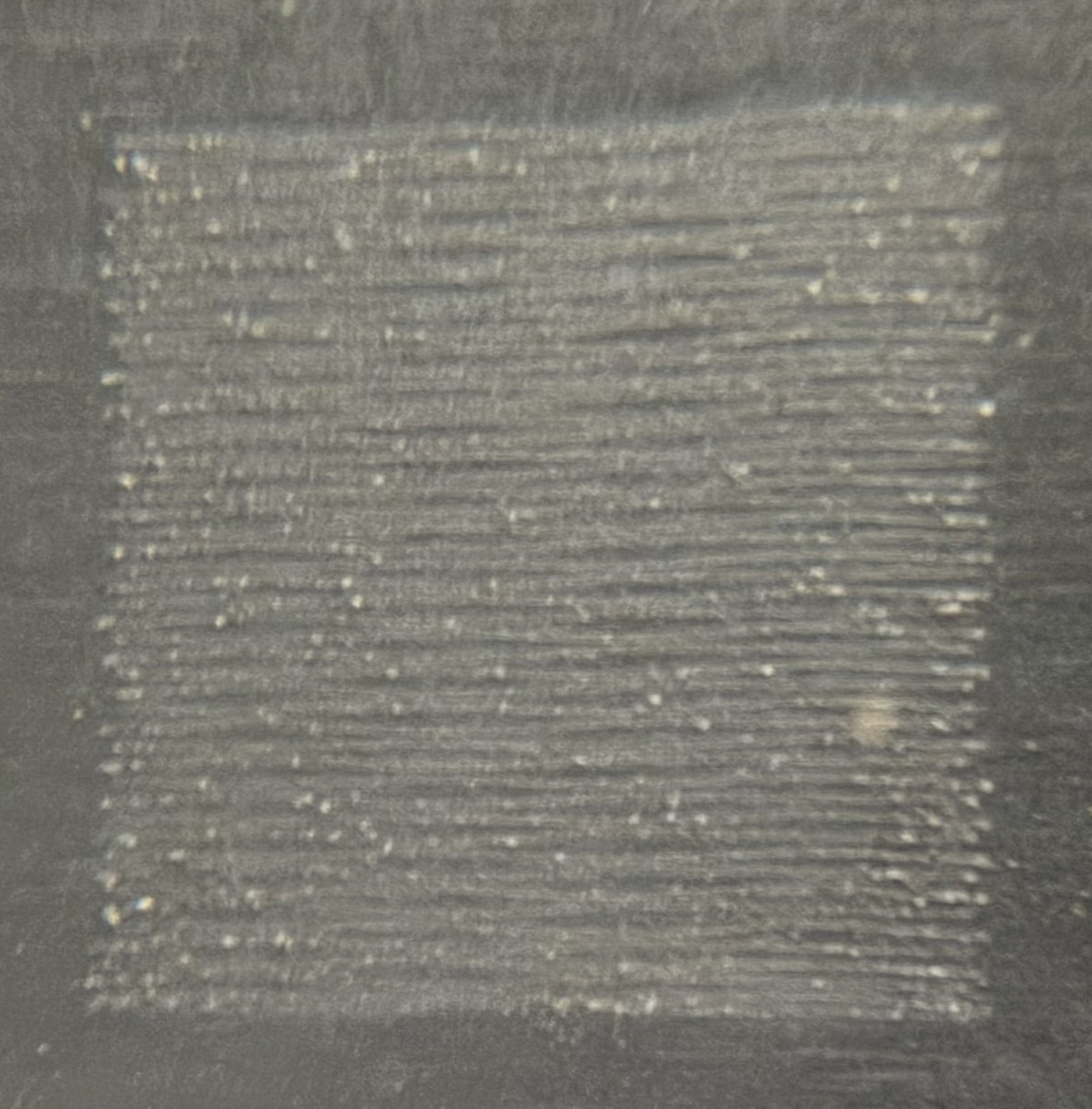
SUS304(ステンレス)テスト結果
素材
SUS304(ステンレス鋼板)
速度(Speed)
60 〜 1,000 mm/min
出力(Power)
10 〜 100 %
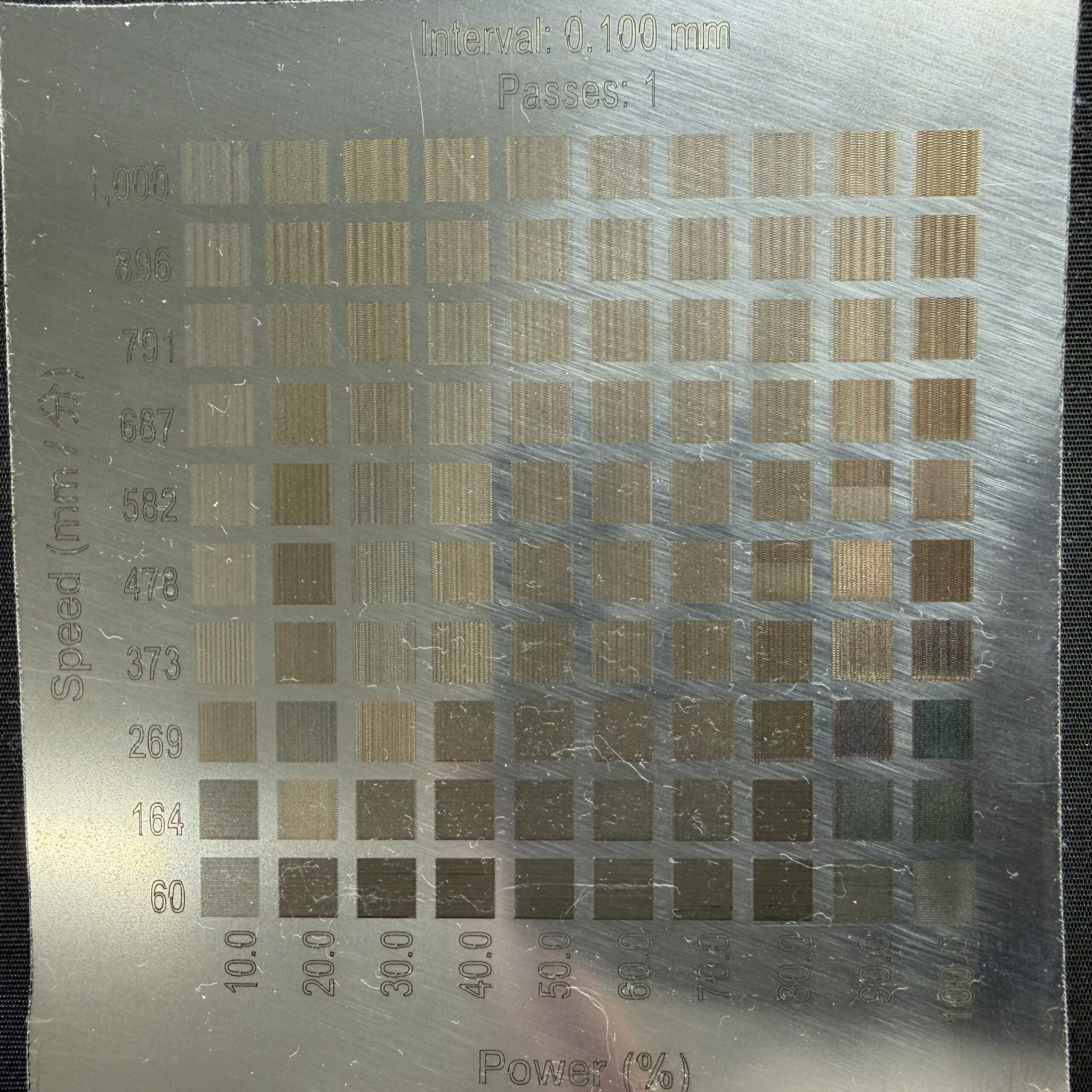 ▲ SUS304(ステンレス鋼板)への素材テスト結果。Speed × Power マトリックス。
▲ SUS304(ステンレス鋼板)への素材テスト結果。Speed × Power マトリックス。
500mm/minを超えると「端ににじみ」が発生する原因
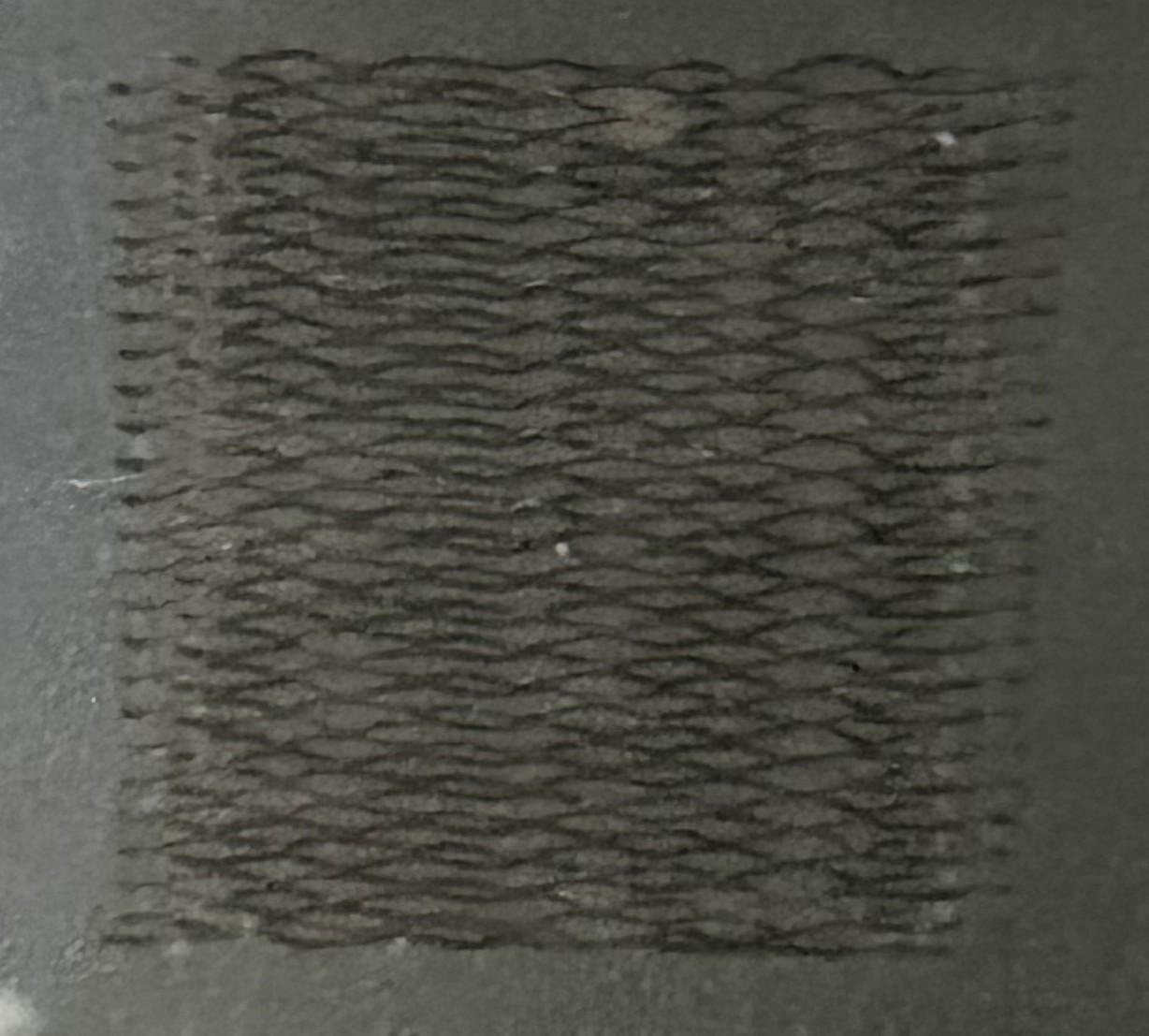
両素材とも、500mm/minを超えたあたりから刻印の端部に「にじみ(ブレ)」が発生しました。これはレーザーの出力不足ではなく、高速移動時にアルミフレームが左右にしなることで、レーザーヘッドの軌跡が微小にブレているのが原因です。
レーザーの往復刻印(ラスタースキャン)では、ヘッドが折り返すタイミングで一瞬 急減速 → 急加速 が発生します。この瞬間にフレームへ最も強い慣性力がかかり、たわみが最大になります。 つまり「端のにじみ」は、フレームの剛性不足を教えてくれるバロメーターでもあるのです。剛性強化後の効果確認にも、この「端」の状態を見れば一目で判断できます。
アルミフレームの剛性強化|特注板金+リニアガイドレール取り付け
原因が「フレームのたわみ」と分かれば、対策はシンプル。補強板を入れてフレーム自体を固め、リニアガイドレールで軸の直進精度を底上げします。
特注板金の仕様と選定理由
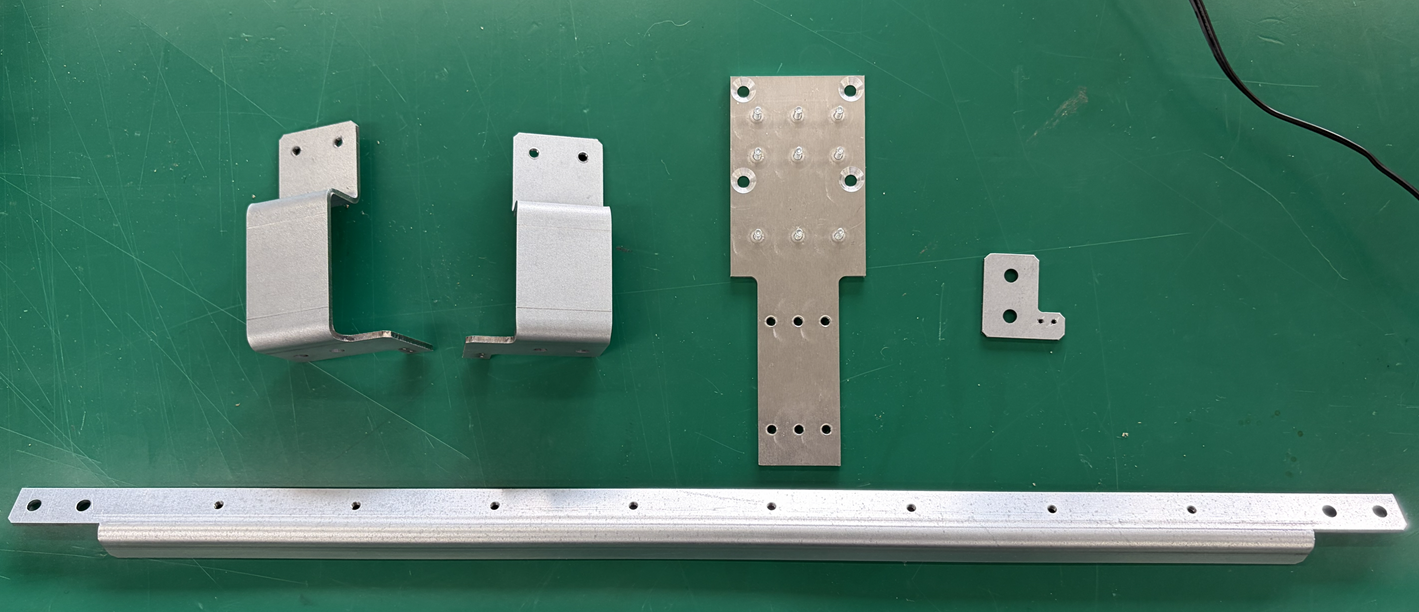
市販のアルミ板を自分で切断して代用することも考えましたが、ボルト穴の位置精度が軸の平行度に直結するため、今回は板金業者へ特注しました。穴位置が数mmずれるだけで、組み付け後の軸が平行にならず、かえって精度が落ちます。
スガツネ製リニアガイドレール
信頼性を最優先し、リニアガイドレールには国内メーカーのスガツネ工業製を選定しました。寸法精度が極めて安定しているため、組み付け時の微調整が非常に楽になります。


「meviy(メビー)」や「Misumi(ミスミ)」のオンライン板金サービスを使うと、3DCADデータをアップロードするだけでその場で即時見積もりが取れます。小ロット1枚から個人でも手軽に発注できるため、DIY CNCとの相性は抜群です。
剛性強化後の素材テスト結果|6000mm/minでも実用レベルに到達
補強が完了したところで、全く同じ条件+αで再テストを行います。スピードの上限を一気に6,000mm/minまで引き上げて検証しました。
A1100(シルバーアルマイト)再テスト結果
SGCC(溶融亜鉛メッキ鋼板)テスト結果
今回は新しい挑戦として、SGCC(溶融亜鉛メッキ鋼板)もテスト素材に追加しました。
SPCCは「冷間圧延鋼板」で、いわゆる生の鉄板。錆びやすいためDIYでは管理が大変です。一方、SGCCはその表面に亜鉛メッキを施したもので、家電の筐体などに広く使われています。1064nmレーザーは金属表面の酸化膜やメッキ層に反応しやすいため、SGCCとの相性は非常に良好でした。
剛性強化前後の比較まとめ
DIY CNCマシンのフレーム剛性を強化したことによる、加工性能の具体的な変化を検証しました。補強前後における実用上のスペックおよび動作の安定性に関する比較結果は以下の通りです。
| 比較項目 | 強化前 | 強化後 |
|---|---|---|
| 実用スピード上限 | 500 mm/min | 6,000 mm/min |
| 端部のにじみ | 500mm/min超で顕著 | 6,000mm/minでも極めて軽微 |
| フレームの振動 | 高速時に目視できるレベル | 大幅に低減(ほぼ皆無) |
| 加工スピード改善倍率 | ― | 約10倍の高速化 |
- 構造全体のねじれ剛性を高めたことで、高負荷時のブレが抑制されました。
- 送り速度を大幅に引き上げても、加工端部の形状精度が維持されています。
- 振動の低減は、加工面の仕上がり向上とエンドミルの寿命延長にも寄与します。
自作CNCレーザー刻印機のボトルネック分析
6,000mm/minでの動作は確認できましたが、現在の「Arduino Uno + GRBL」構成において、これが物理的な限界に近いことも見えてきました。その理由を整理します。
| コンポーネント | 採用型番 |
|---|---|
| コントローラー | Arduino Uno R3(GRBLファームウェア) |
| ステッピングモーター | NEMA17 × 3軸 |
| モータードライバー | A4988 |
-
① GRBL(8ビットMCU)のステップ生成限界
Arduino Uno(ATmega328P)は8ビットのマイコンです。処理能力(クロック周波数)に限界があるため、高解像度(マイクロステップ)を維持したまま超高速なパルスを送り続けることが構造上難しくなります。 -
② A4988のマイクロステップと速度のトレードオフ
A4988は、1/16といった細かなマイクロステップに設定するほど動きが滑らかになりますが、同じ距離を進むために必要なパルス数が激増します。その結果、上記①のマイコンの限界を早く迎えてしまい、最高速度が頭打ちになります。 -
③ NEMA17の脱調リスク
小型で扱いやすいNEMA17ですが、高速回転になればなるほどトルクが落ち、脱調(ステップの空回り)が起きやすくなります。6,000mm/minでの常用は、モーターの限界トルクに対してマージン(余裕)がほとんどありません。
GRBLの最大ステップ周波数は約30kHz。NEMA17(200step)+1/16マイクロステップ+ピッチ2mmのボールネジという構成の場合、理論上の最高速度は計算上制限されますが、今回はベルトドライブ等への変更や設定最適化により、この限界値を引き上げています。
今回のテストデータと物理限界を踏まえ、当ラボの自作CNCにおける推奨運用速度は3,000mm/minと決定しました。
6,000mm/minが「出せる最高速度」なら、3,000mm/minは「安心して常用できる耐久速度」です。DIY機だからこそ、再現性とマシンの寿命を最優先にしました。
まとめ|剛性強化で加工スピードが10倍、実用運用速度は3000mm/min
今回のプロジェクトのまとめです。
- 剛性強化の具体策: 特注板金 + スガツネ製リニアガイドレールの追加
- 改善後の最高実用速度: 6,000 mm/min(強化前の約10倍)
- 当ラボの推奨運用速度: 3,000 mm/min(安定性重視)
- 検証素材: A1100、SUS304、SGCC(いずれも良好)
「レーザーの加工が遅い=レーザーの出力不足」と思いがちですが、実はハードウェアの「機械的な剛性」がソフトウェアや出力設定よりも先に限界を作ってしまうという、自作CNCならではの深い学びが得られました。
トイプードルの写真をもとに、Lightburnと自作CNCアルミフレーム赤外線レーザー刻印機を使用して、A1100(黒色塗装のアルミ板)への刻印テストを行いました。

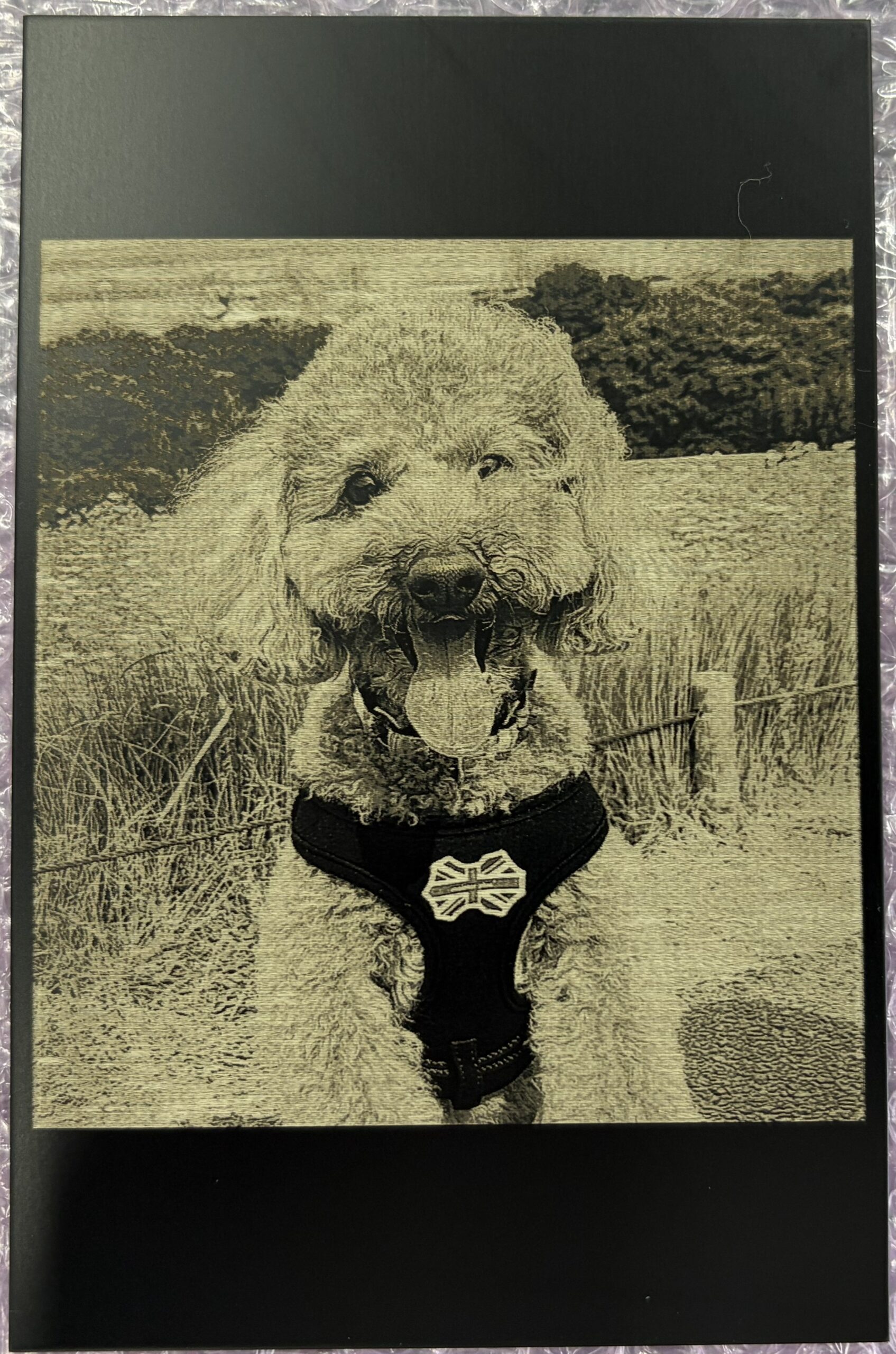
十分キレイな仕上がりを確認することができ、今回の剛性強化プロジェクトの成果として大満足の結果となりました。
次回予告|自作CNCの設計図面・部品構成データパックを公開予定
全9回にわたってお届けしてきた自作CNCビルド編ですが、現在、当ラボの機体と全く同じスペックで再現できる「設計・組立データパック」の配布ページを準備しています。
- 部品構成表(パーツリスト): 使用したすべてのハードウェアパーツの一覧
- 板金設計データ: 強度を確保するために設計したオリジナルの2D・3D図面
- 配線データ: 回路構成の全容がわかるPDF形式の結線図
- 3D-PDF組立図: 組み立ての全容が直感的に把握できる立体図面
「自分でも同じスペックのCNCを組み立ててみたい」「設計の具体的な寸法を確認したい」という方のためのデータパックとなります。
詳細なリリース時期やアクセス方法については次回の総集編にてお伝えしますので、ぜひ楽しみにお待ちください。
シリーズ記事一覧
電子工作・自動化ツールの製作記録をシリーズごとにまとめています。気になるテーマからお読みください。
-
FILE.01 — IoT
 Raspberry Pi Pico W × GAS
Raspberry Pi Pico W × GASラズパイPico W×GASで自作!「LINEで動く温湿度&スマートリモコン」完全ロードマップ
「外出中のペットの室温が心配…」そんな思いからスタートしたIoT自作プロジェクトの総集編。温湿度監視からエアコン遠隔操作まで、仕組みをゼロから作りたい方のための全5回の開発記録です。
シリーズを読む -
FILE.02 — CNC
 Arduino × レーザー刻印CNC
Arduino × レーザー刻印CNCCNC自作シリーズ
高精度な加工を目指し、本格的な自作CNC製作に挑戦中。現在は基幹パーツであるオリエンタルモーターの納品を待つ「設計・準備編」を公開。ハードとソフトの両面から、理想のマシンを形にする過程をリアルタイムにお届けします。
シリーズを読む -
FILE.03 — XY軸制御
 Raspberry Pi × ステッピングモーター
Raspberry Pi × ステッピングモーターXYテーブルシリーズ
Raspberry Piとステッパモーターを使い、ゼロから2軸制御に挑む記録。OS設定から回路設計、多軸制御のPythonコードまで、躓きやすいポイントを徹底図解。電子工作初心者が「動く感動」を味わうための実戦ガイドです。
シリーズを読む -
FILE.04 — 業務自動化
 Python × Excel × CustomTkinter
Python × Excel × CustomTkinter【Python開発記】NINJIN Mail制作記
PythonとExcelを連携させ、実務で即戦力となるメール送信ツールを開発。CustomTkinterによるUI構築や、ミスを防ぐテンプレート活用術など、現場の「痒い所に手が届く」自動化ノウハウを細部まで丁寧に解説します。
シリーズを読む -
FILE.05 — 業務自動化
 Python × Excel × GUIアプリ化
Python × Excel × GUIアプリ化Invoice Maker(請求書・見積書自動作成)
手作業の請求書作成から卒業!PythonでExcelデータを読み込み一括PDF化する「Invoice_Maker」の作り方を全3回で解説。基本ロジックからGUIアプリ化まで、実務で役立つ自動化ノウハウが満載です。
シリーズを読む

コメント