はじめに
こんにちは!「VBA-Py Lab」のニンジンです。🥕
構想からコツコツと進めてきたDIY CNCマシンの製作も、いよいよ大詰めです。今回は第8回として、ついに自作CNCに「加工機(レーザーモジュール)」を搭載し、実際に動作テストを行うまでの過程をお届けします!
この記事を読めば、CNCのレーザー化に必要な配線から、GRBLの必須パラメータ設定、そして最初のテストプリントまでの具体的な手順がすべて分かります。 自作CNCの加工機選びで迷っている方や、レーザーの導入を検討している方の参考になれば嬉しいです。
1064nm赤外線レーザーモジュール(LASER TREE)の選定理由と安全対策
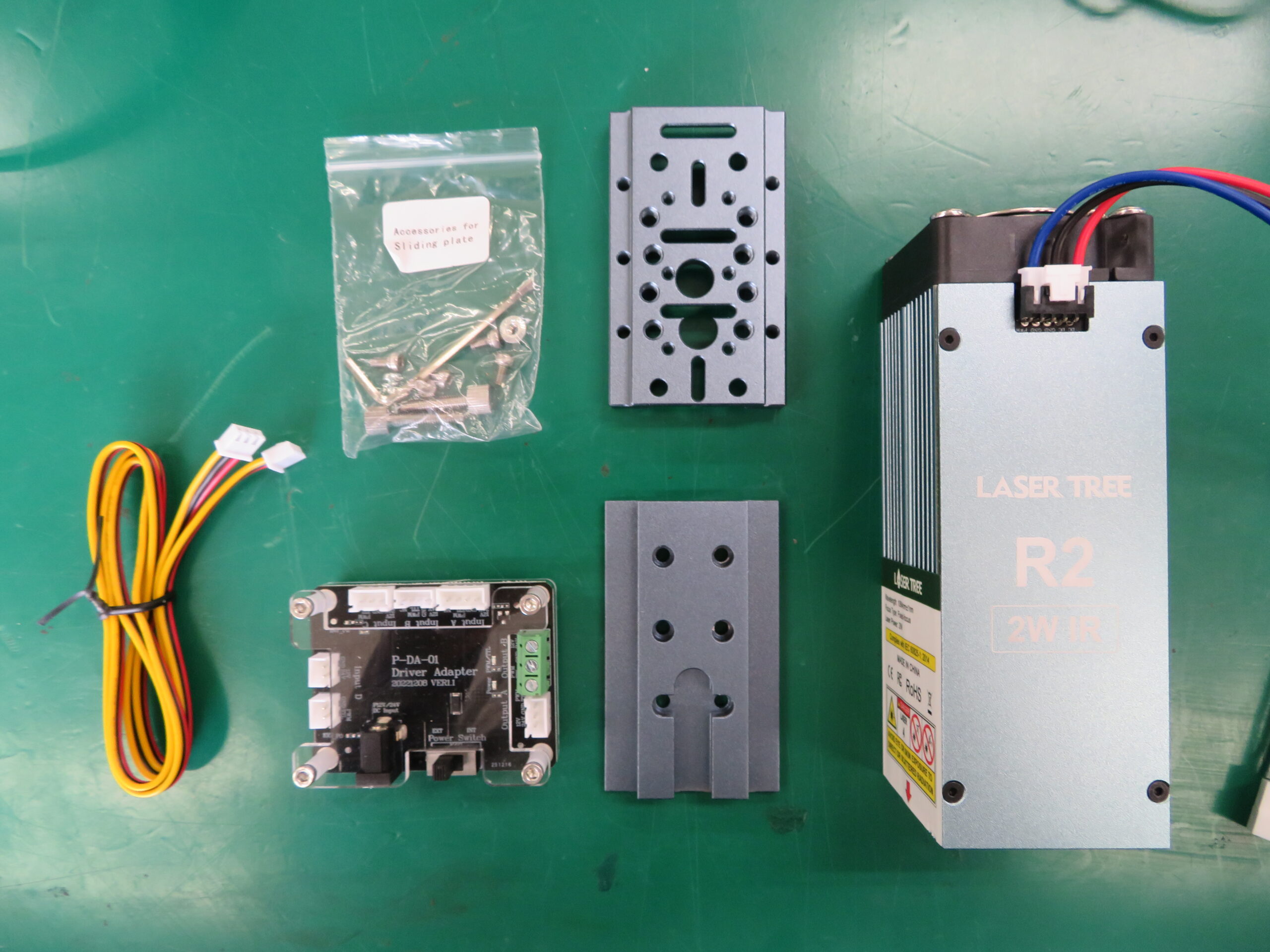
今回、加工機として購入したモジュールはこちらです。
- メーカー: LASER TREE
- 型番: 2W 1064nm infrared Laser Module(赤外線レーザーモジュール)
【構成内容】
- レーザーモジュール本体
- ドライバー基板(P-DA-01
- レーザーモジュールとドライバー基板間のケーブル
- マウント用のSliding Plateとネジ一式
なぜ「1064nmの赤外線レーザー」を選んだのか?
自作したアルミフレームCNCの剛性を考慮すると、物理的な抵抗がかかるスピンドル(ルーター)での切削よりも、非接触のレーザーモジュールをメイン加工機にしようと決めていました。ただ、モジュールの種類でかなり迷いました。
迷っていたのは以下の2択です。
- 450nm ブルーダイオードレーザー:
木材、革、紙など「有機物」への吸収率が非常に高く、切断や焦がしての刻印に最適。しかし、金属には光が反射されてしまうため、そのままでは刻印できず、専用のマーキング剤を塗布するなどの工夫が必要。 - 1064nm 赤外線レーザー:
金属(鉄、ステンレス、アルミなど)や不透明なプラスチックに対する吸収率が極めて高く、ダイレクトに高精細なマーキングが可能。一方で、木材などの有機物には光が透過してしまい、うまく焦げ目をつけることができない。
今回は「タカチケース等のプラスチックケースやアルミパネルに直接刻印したい!」という強い目的があったため、1064nmの赤外線モジュールを選択しました。(プラスチック自体の加工は3Dプリンターで代用できますしね)
⚠️ 【重要:レーザーの安全対策について】

1064nm(赤外線)のレーザー光は、人間の目には全く見えません。そのため、反射光が目に入っても「まぶしい」と感じず、気づかないうちに網膜を損傷する大変危険な性質があります。 本記事のテストは、必ず1064nmの波長に対応した専用の保護メガネ(OD4+やOD6+など)を着用し、安全に十分配慮した環境で行っています。導入される方は絶対に対策を怠らないでください。
自作CNCへのレーザーマウント・配線・GRBL設定の手順
筐体へのマウントと剛性の課題
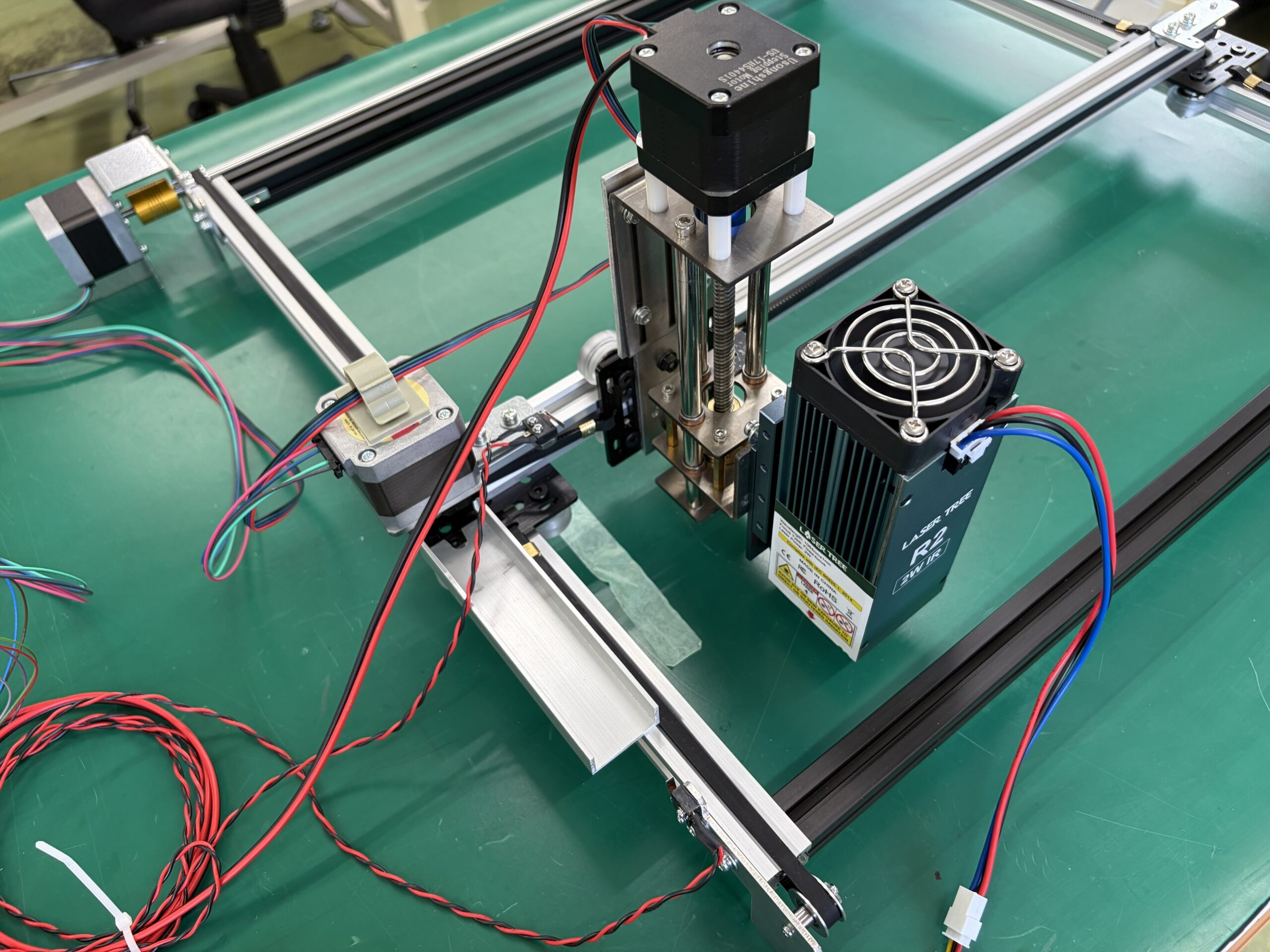
さっそく、付属のマウント用Sliding Plateを使って自作のCNCに搭載してみます。
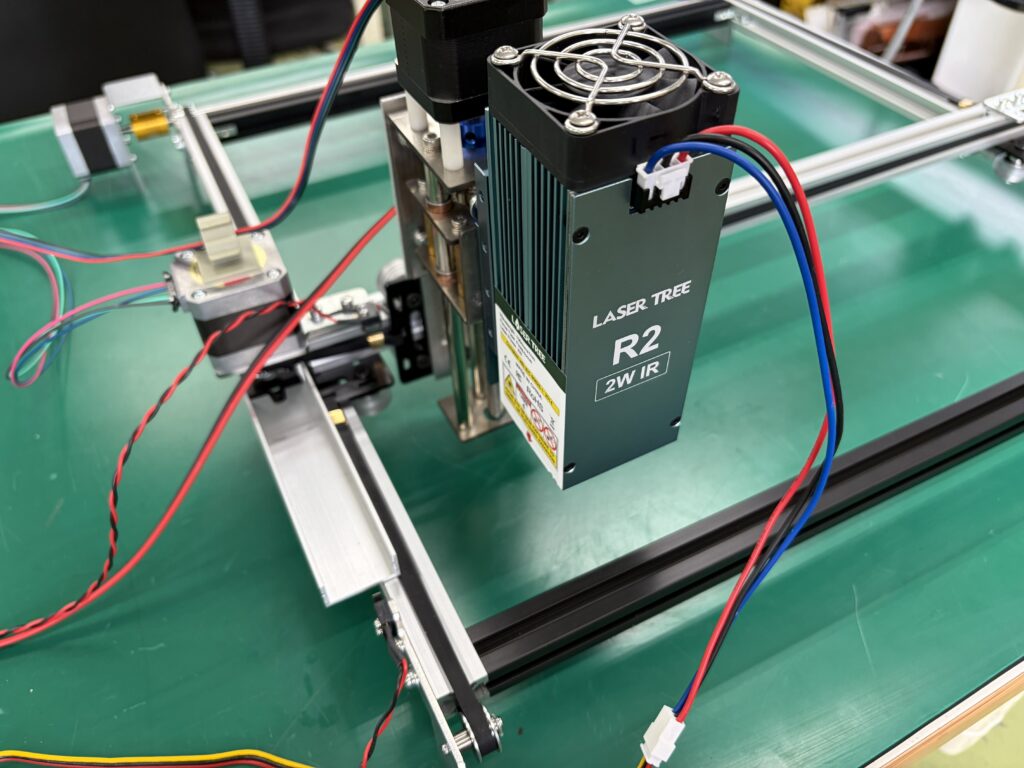
実際にマウントして気付いたのですが、現状のアルミフレーム筐体だと、レーザーヘッドの重量や高速移動時の振動に対して、剛性が少し足りないかも…と感じました。
この辺りは今後の運用を見ながら、別の回で筐体の剛性アップを検討したいと思います!DIYはこういう課題解決の連続が楽しいですよね。
配線(結線)作業
次はドライバー基板とArduinoを接続していきます。配線は非常にシンプルです。
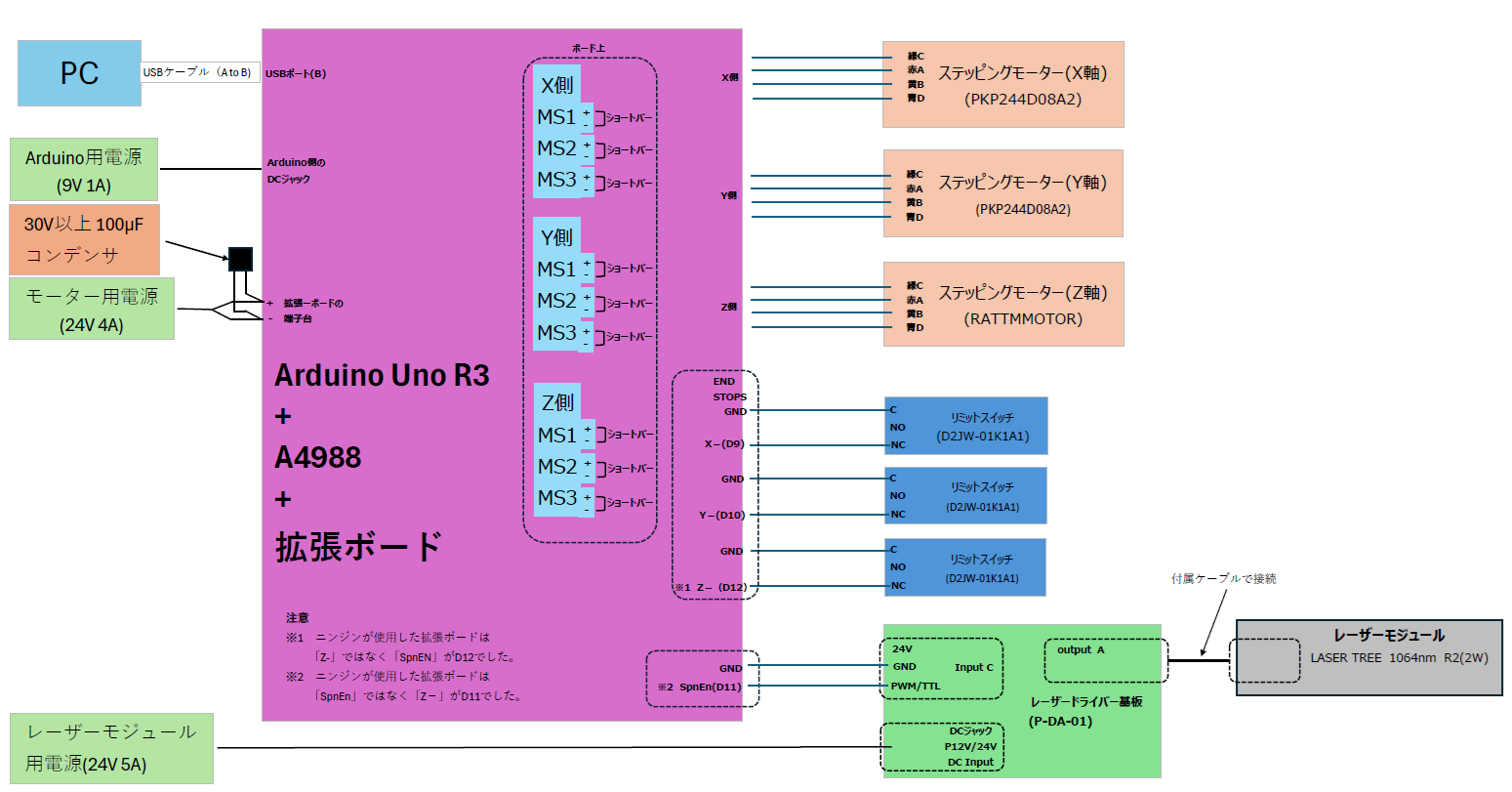
- 電源:
レーザーモジュール用として24V 5Aの電源をドライバー基板のDCジャックから供給。 - 信号線(ドライバー基板 ⇔ Arduino):
Input Cコネクタの「PWM/TTL」 ⇔ Arduinoの「D11」ピン
Input Cコネクタの「GND」 ⇔ Arduinoの「GND」ピン - モジュール接続:
ドライバー基板とレーザーモジュール間を付属ケーブルで接続。
GRBL(CNCjs)の設定変更
変更した主なパラメータは以下の4つです。
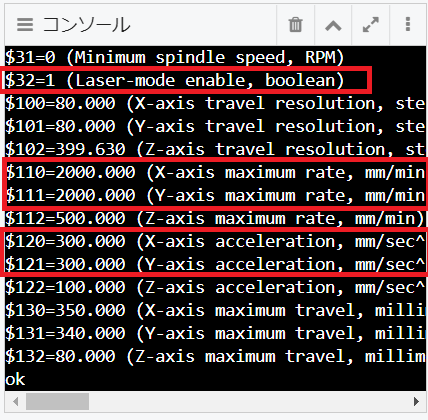
$32=1(レーザーモードの有効化)
レーザーを使う上で最も重要な設定です。これを1にすると、GRBLがレーザー専用の動き(移動速度に合わせた出力の自動調整や、移動時の自動消灯など)に切り替わります。$30=1000(最大レーザー出力のS値)
レーザーの出力100%を「S=1000」として扱うという設定です。$120=300,$121=300(X/Y軸の加速度)
レーザーで「塗りつぶし(ラスター刻印)」を行う場合、ヘッドが左右に高速で往復します。加速度が100のままだと、端で減速・加速するのに距離と時間がかかりすぎるため、脱調(モーターの空回り)が起きない範囲で300程度まで引き上げました。$110=2000,$111=2000(X/Y軸の最大速度)
1064nmレーザーでの実際の「刻印速度」自体は100 〜 500 mm/min程度ですが、この設定は「レーザーを撃っていない時の移動速度(空送り)」にも影響します。全体の作業時間を短縮するため、機械の剛性が許す範囲で引き上げました。
アルミ板へのレーザーテスト照射とGコード制御の実践
記念すべき一発目の出力として、20mm角の四角形(□)を描いてみます。
- 対象物: アルミの板材 A1100(黒色塗装)
- スピード: 500 mm/min
- レーザー出力: 20% (S200)
使用したテスト用のGコードはこちら。
G-Code
; --- 20x20mm レーザーテスト用Gコード ---
; サイズ: 20mm x 20mm
; 速度: 500 mm/min (F500)
; 出力: 20% (S200) ※最大1000の場合
G21 ; 単位をミリメートルに設定
G90 ; 絶対座標モードに設定
G0 X0 Y0 ; 現在の原点(左下)へ高速移動(レーザーOFF状態)
M4 S200 ; レーザーON(ダイナミックモード)、出力200
G1 X20 Y0 F500 ; [1] 下側の線を描画 (右へ20mm移動)
G1 X20 Y20 ; [2] 右側の線を描画 (上へ20mm移動)
G1 X0 Y20 ; [3] 上側の線を描画 (左へ20mm移動)
G1 X0 Y0 ; [4] 左側の線を描画 (下へ20mm移動、原点に戻る)
M5 ; レーザーOFF
G0 X0 Y0 ; 念のため原点へ復帰
テスト結果
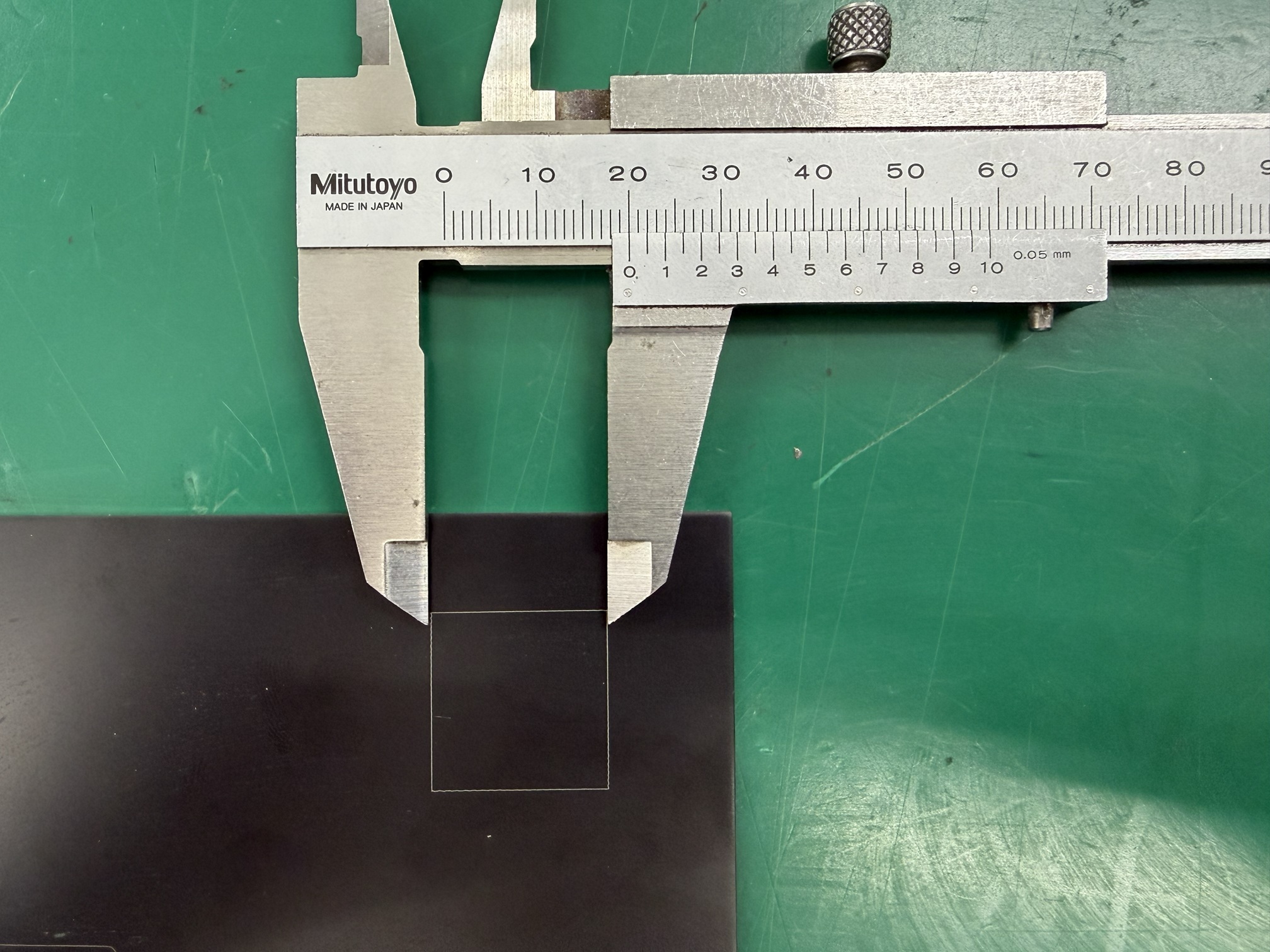
結果は…見事、綺麗に20mmの□を描くことができました! 黒色塗装には非常によく反応してくれます。
レーザー制御ソフトの選定:有料LightBurnと無料LaserGRBLの比較
今後の運用を見据えて、IllustratorのデータやCADのデータからGコード化するためのCAMソフトを探しました。
界隈でよくおすすめされている「LightBurn(有料・30日体験あり)」と「LaserGRBL(無料)」の両方をインストールして軽く試してみました。
結論としては、LightBurnを採用することにしました! 有料ソフトだけあって、直感的な操作でIllustrator、CAD、画像データからGコード化することができ、私にはとても使いやすかったです。
ちなみにLaserGRBLに関してですが、最初「CADデータ上の原点をGコード化する際に、別な位置に原点を持っていくことができない…」と悩んでいました。後から気付いたのですが、インポート設定画面の「オフセット X / Y」に数値を入力すれば原点変更は可能でした!ただ、個人的には画面上でマウスを使って直感的に配置できるLightBurnの方が圧倒的に楽だと感じています。
LightBurnでの素材テスト実行と自作CNC向けのGコードカスタム
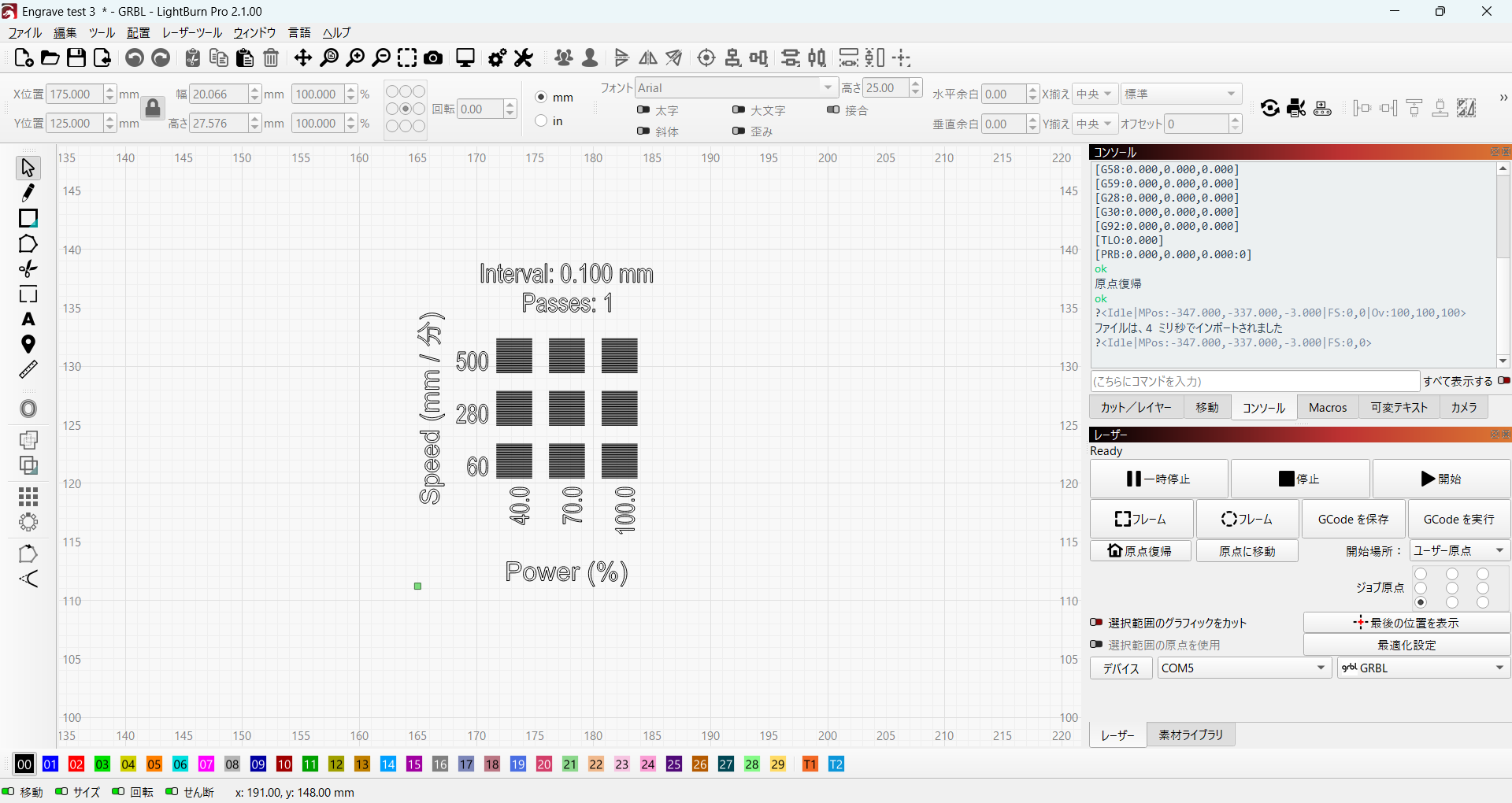
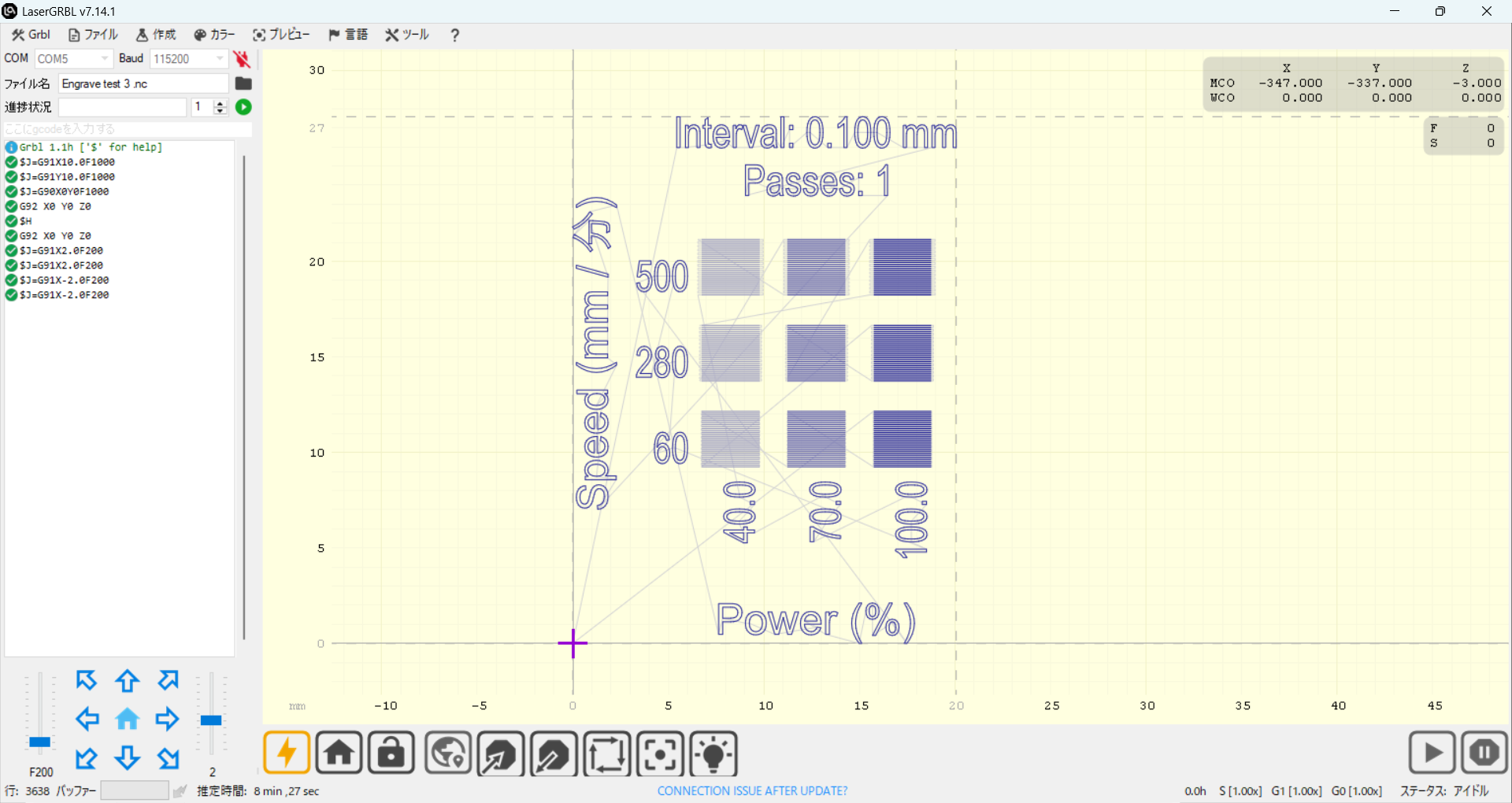
LightBurnには、材質・速度・出力の違いで出る品質の差をマトリックスで表現できる「素材テスト」機能が搭載されています。アルミ板でやってみました。
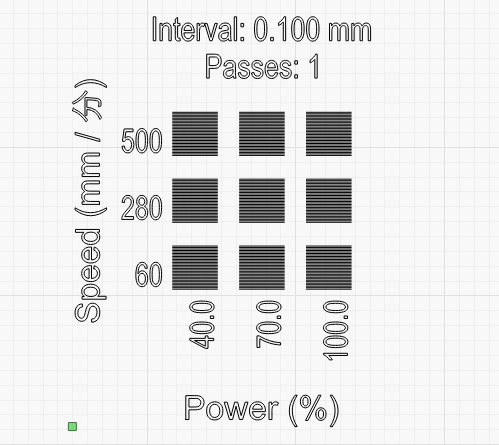
言葉で説明するより、写真を見ていただいた方が早いですね。
簡易的に3×3のマトリックスで行いました。
- スピード: 60 mm/min、280 mm/min、500 mm/min
- 出力: 40%、70%、100%
※注意点
LightBurnの素材テストのままだと、マトリックス横の文字(パラメータの数字)を描くスピードが 1800 mm/min に設定されており、自作CNCのアルミフレームの剛性では振動が厳しかったです。そのため、素材テストを一度Gコード化して、速度と出力をカスタムしてから実行しました。
▼カスタムした素材テスト用のGコードはこちらからダウンロードできます。
[Engrave_Test_Custom .nc (ZIP形式 ダウンロードリンク)]
テスト結果と動画
実際のテスト中の様子はYouTubeにアップロードしました!自作CNCがレーザーを照射して動く様子をぜひご覧ください。
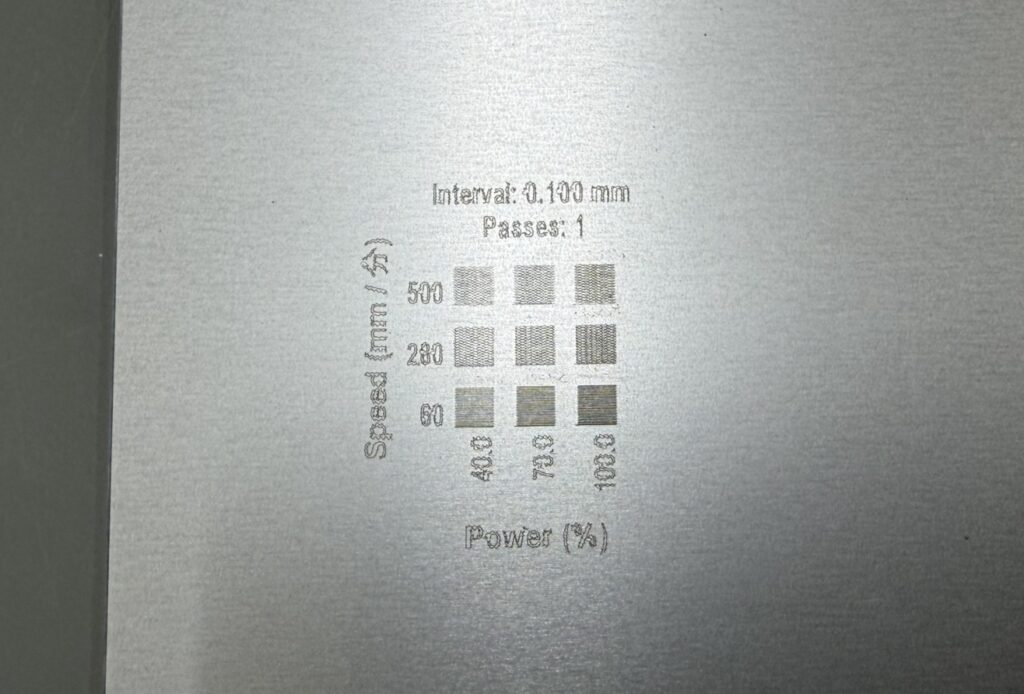
結果を見ると、スピード 500 mm/min までは実用レベルでしっかり運用できそうです!
まとめ
無事に自作CNCに加工機(レーザーモジュール)を取り付け、動作させることができました! 初期構想から半年かかりましたが、なんとか自分で思い描いたものを出力するところまで漕ぎつけられたのは、本当に嬉しかったです。
次回は、ここまで作り上げた自作CNCの「部品構成」「結線」「ソフトウェア」に至るまでの全体像の公開を予定しています。 CNC自作シリーズを読んでいただいている方は、自作CNCに興味がある方だと思いますので、その方の参考になれば嬉しいです。
次回もお楽しみに!
CNC自作シリーズ
【CNC自作①】Arduino+GRBLでXYテーブルをCNC化してみた
【CNC自作②】リミットスイッチ実装|原点出し(ホーミング)で精度を出す
【CNC自作③】GRBL+CNCjsでPC制御に挑戦!動いたけれど見えてきた「精度の壁」
【CNC自作 ④】ついに届いた本命モーター!精度ブレの解決とGコード初テスト
【CNC自作】2軸同期走行テスト成功!…と思いきや、中華製基板の「致命的な罠」にハマる(第5回)
【CNC自作】ホーミング失敗(ALARM:8)の原因はこれ!4ステップ動作とZ軸未連動での突破方法(第6回)
【CNC自作】本番アルミ筐体完成!CNCjs(GRBL)でのテストと「Check Door」エラーの意外すぎる罠(第7回)
シリーズ記事一覧
電子工作・自動化ツールの製作記録をシリーズごとにまとめています。気になるテーマからお読みください。
-
FILE.01 — IoT
 Raspberry Pi Pico W × GAS
Raspberry Pi Pico W × GASラズパイPico W×GASで自作!「LINEで動く温湿度&スマートリモコン」完全ロードマップ
「外出中のペットの室温が心配…」そんな思いからスタートしたIoT自作プロジェクトの総集編。温湿度監視からエアコン遠隔操作まで、仕組みをゼロから作りたい方のための全5回の開発記録です。
シリーズを読む -
FILE.02 — CNC
 Arduino × レーザー刻印CNC
Arduino × レーザー刻印CNCCNC自作シリーズ
高精度な加工を目指し、本格的な自作CNC製作に挑戦中。現在は基幹パーツであるオリエンタルモーターの納品を待つ「設計・準備編」を公開。ハードとソフトの両面から、理想のマシンを形にする過程をリアルタイムにお届けします。
シリーズを読む -
FILE.03 — XY軸制御
 Raspberry Pi × ステッピングモーター
Raspberry Pi × ステッピングモーターXYテーブルシリーズ
Raspberry Piとステッパモーターを使い、ゼロから2軸制御に挑む記録。OS設定から回路設計、多軸制御のPythonコードまで、躓きやすいポイントを徹底図解。電子工作初心者が「動く感動」を味わうための実戦ガイドです。
シリーズを読む -
FILE.04 — 業務自動化
 Python × Excel × CustomTkinter
Python × Excel × CustomTkinter【Python開発記】NINJIN Mail制作記
PythonとExcelを連携させ、実務で即戦力となるメール送信ツールを開発。CustomTkinterによるUI構築や、ミスを防ぐテンプレート活用術など、現場の「痒い所に手が届く」自動化ノウハウを細部まで丁寧に解説します。
シリーズを読む -
FILE.05 — 業務自動化
 Python × Excel × GUIアプリ化
Python × Excel × GUIアプリ化Invoice Maker(請求書・見積書自動作成)
手作業の請求書作成から卒業!PythonでExcelデータを読み込み一括PDF化する「Invoice_Maker」の作り方を全3回で解説。基本ロジックからGUIアプリ化まで、実務で役立つ自動化ノウハウが満載です。
シリーズを読む






コメント